

両面2層のガラスエポキシ基板にすることにより、さらに小型化しました。またパーツや回路をマイナーチェンジで音質改善を図りました。さらに高音質のコンデンサーマイクに変更しました。以下、システム3を例にとりながら改良点を説明します。
回路図を新たに書き直す
両面2層基板にするにあたり、回路図を新たに書き直してみました。最適な回路定数を紙面上で計算し、ブレッドボードでテスト配線してみましたが、なかなかうまくゆきません。3つのピックアップが混在しているので、入力インピーダンスがバラバラで、定数どうりには動いてくれないのです。結局カット&トライで最適値を探し出しました。最後に頼ったのは数値ではなく、自分の耳です(笑)。次にEAGLEでその定数を元に回路図を書きました。


右が回路図で、それをもとに基板配線を半自動で行ったものが右になります。赤の配線が表、青の配線が裏で、それ以外はすべて白い部分はGNDとなっています。裏面にできるだけ短く配線するようにして、表面には裏面に配線できなかった残りの部分を配線するようにしました。 この手のアナログ回路は論理よりも経験と実践の方が有効みたいです。 これまでの片面基板はジャンパーで配線するところが2箇所ありましたが、これで、基板のみで配線が完了するようになりました。
パスコンを使わないようする
通常は、こうしたアナログ増幅回路には、高周波ノイズのカットと発振防止のためにバイパスコンデンサ(通称パスコン)を所々に入れて、ノイズや余分な高周波をグランドに落とすのですが、結局は音質の劣化原因にもなります。それで、今回は「パスコンを使わずに」何とか発振しない回路を作るべく、部品の配線を最短にするとともに、ベタGNDにすることによりノイズ対策を施しました。左がこれまでの片面基板 右が新たに製作した両面ガラスエポキシ基板です。青く見えるのがパスコンです。


最初は何度もピーとかブーとか発振してしまうことがありましたが、何とか「パスコンを使わずに」発振しないで回路を作ることができました。今まで4個使っていたパスコンをなくしましたので、高音部のキレが良くなったと思います。
基板サイズが小さくなりました。
システム3の場合ですが、基板のサイズは約44x37mmでしたが、新両面基板は約37×35mmです。基板の位置がコンデンサーマイクの位置になりますので、これで若干配置しやすくなったと思います。
コンデンサ・マイクを変更
現行のコンデンサ・マイクでも十分の音質ですが、日本で入手できるさらに高音質コンデンサ・マイクのカプセルに取り替えました。このカプセルで通常のコンデンサ・マイクを作れば相当高価なものになるようですが、カプセルで買ってしまえば安いもんです。以下参考までに周波数特性です
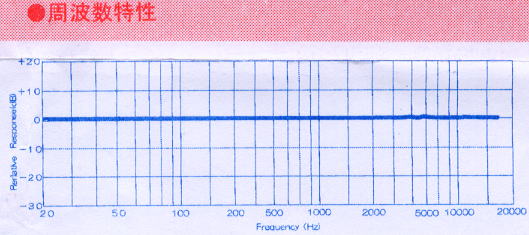
ハウリングには注意が必要ですが、感度は抜群です。あまりボリュームを上げなくても、十分のエア感を出してくれます。 周波数特性よりも、実際に聞いたときの立体感、奥行きが良好になりました。
基板を切削する
EAGLEからの基板図を、ドリルデータ、表面パターンのアウトライン、裏面パターンのアウトラインの順でデータを書き出します。確認のためNCVCを通して動作を確認しておきます。それぞれのデータはこんな感じです。
●ドリルデータ

●裏面(半田面)データ

●表面(部品面)データ

このドリルデータ、切削データをMach2で読み込み、自作のCNCフライス盤で基板を作ります。 製作手順は1.ドリルによる穴あけ、2.部品面(表面)の切削、3.半田面(裏面)の切削です。これまでのCNCフライス盤は小さい基盤しか作れなかったので以下のようなものを自作しました。


一部基板を切削している場面を動画にしました。
出来上がった基板の写真です。 フラックスを塗布し酸化防止をすると共に、半田の乗りを良くします。


部品を一つ一つ半田付けして出来上がり。完成した両面ガラスエポキシ配線のシステム3です。


以前のものより一回り小さくなって、高音質です。今後両面2層基板で製作しますのでよろしくお願いします。