フライス盤CNC2417を動かすソフトウェア
前回組み立てたCNC2417を動かしてみようと思います。
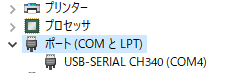
シリアルドライバ
Windows10環境ですが、USB接続すると自動的にドライバがインストールされました。環境によってはCH340ドライバーをインストールする必要があるかもしれません。
Grbl
付属の基板はArduinoでATmega328Pが搭載された互換機、Arduino nanoとステッピングモータードライバーで構成され、すでにGrblがすでにインストールされていました。
ストアアプリのArduino IDEを起動してシリアルモニターからGrblの「$$」コマンドを送って帰ってきたリストは下記のとおりです。
Grbl 0.8 ['$' for help]
F300S1000{0/0}ok
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=7 (dir port invert mask:00000111)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=0 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=400.000 (x, step/mm)
$101=400.000 (y, step/mm)
$102=400.000 (z, step/mm)
$110=1500.000 (x max rate, mm/min)
$111=1500.000 (y max rate, mm/min)
$112=1500.000 (z max rate, mm/min)
$120=1000.000 (x accel, mm/sec^2)
$121=1000.000 (y accel, mm/sec^2)
$122=1000.000 (z accel, mm/sec^2)
$130=200.000 (x max travel, mm)
$131=200.000 (y max travel, mm)
$132=200.000 (z max travel, mm)
{0/0}ok
これでCNC2417初期状態がわかりました。Grbl 0.8は少し古いですね。近いうちにバージョンアップしたいと思います。
電源の容量不足
CNC2417に付属していたACアダプタは明らかに電流不足で、スピンドルを盛大に回すと必ず不安定になります。スピンドルに電源を接続しないで回すとそれぞれの軸は正常に動きました。これはスピンドルモーターからのノイズが、あるいは電流不足だと思い。手持ちのPCの電源から12Vを供給したところ正常に動作するようになりました。
Grbl Control
Grbl Controlを使って動かしてみました。X軸とY軸が逆に動きます。$3を変更します。
初期値
$3=7 (dir port invert mask:00000111)
修正値
$3=4 (dir port invert mask:00000100)
数値は2進数を10進数で表記して入力します。dir port invert maskの形式は「00000ZYX」です。
これで正常方向に動くようになりました。
今回購入したCNC2417は以前のものより塩ビプレートの形が改善されているようです。強度が増し、ネジの干渉も無くなっています。スピンドルモーターは芯ブレがあるので、いずれは交換しようと思います。